Factory handoff
What Deyi Vision reviews after receiving the project details.
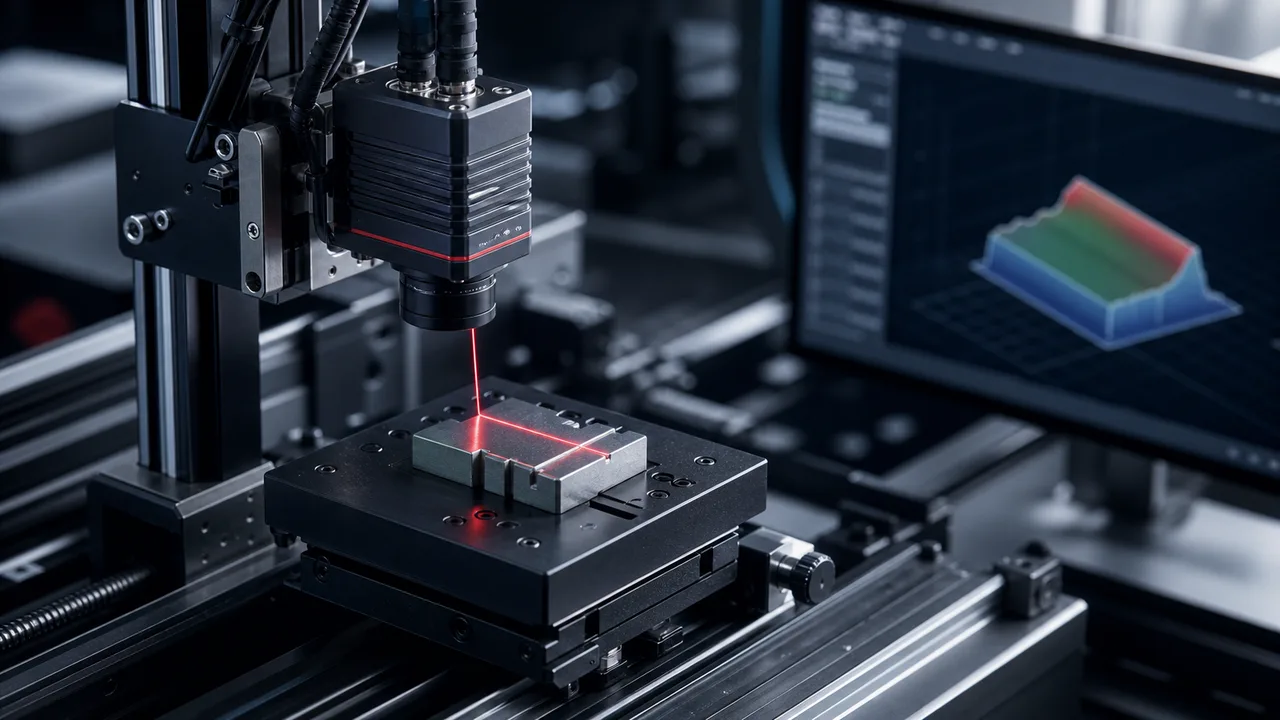
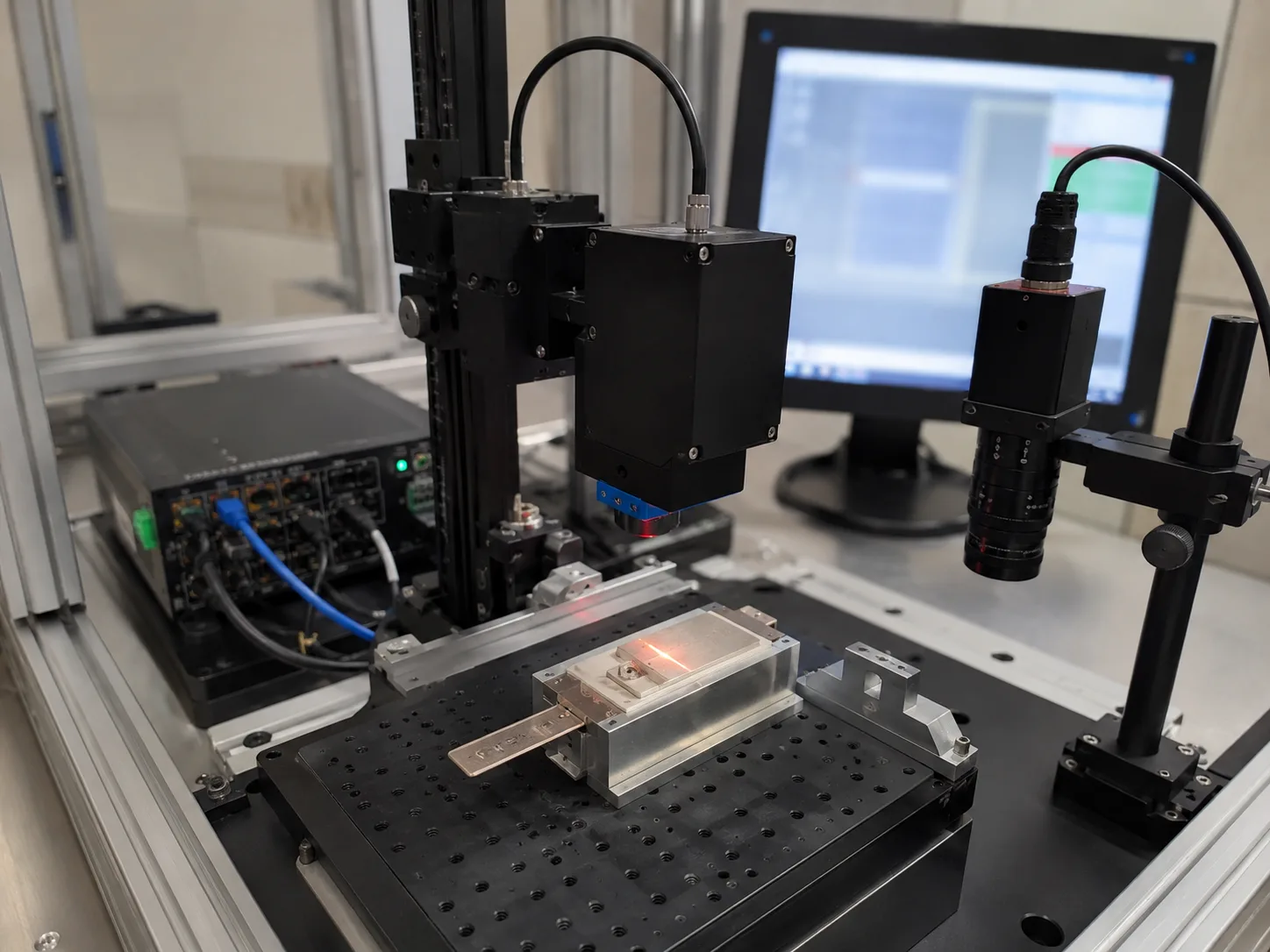
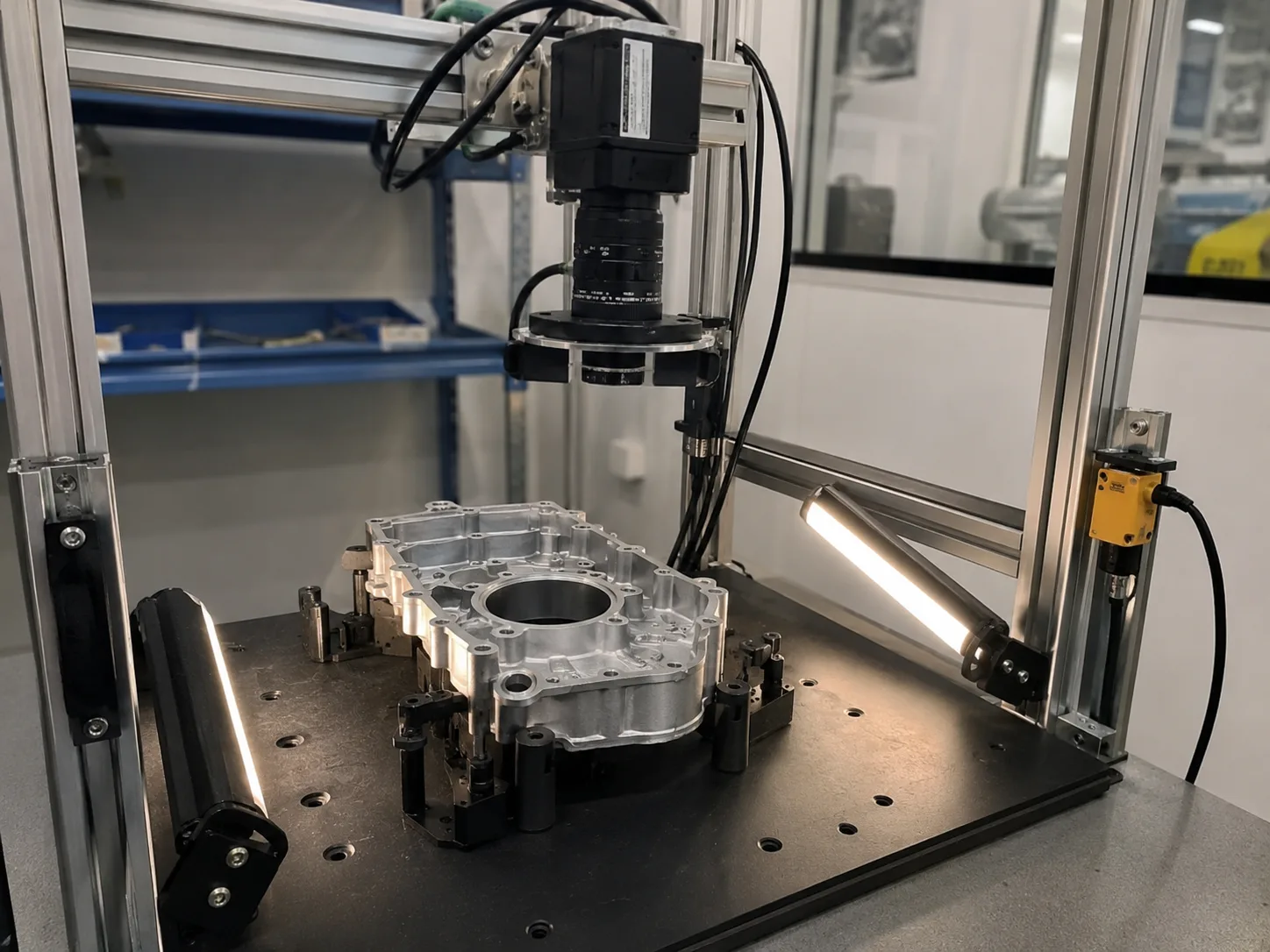
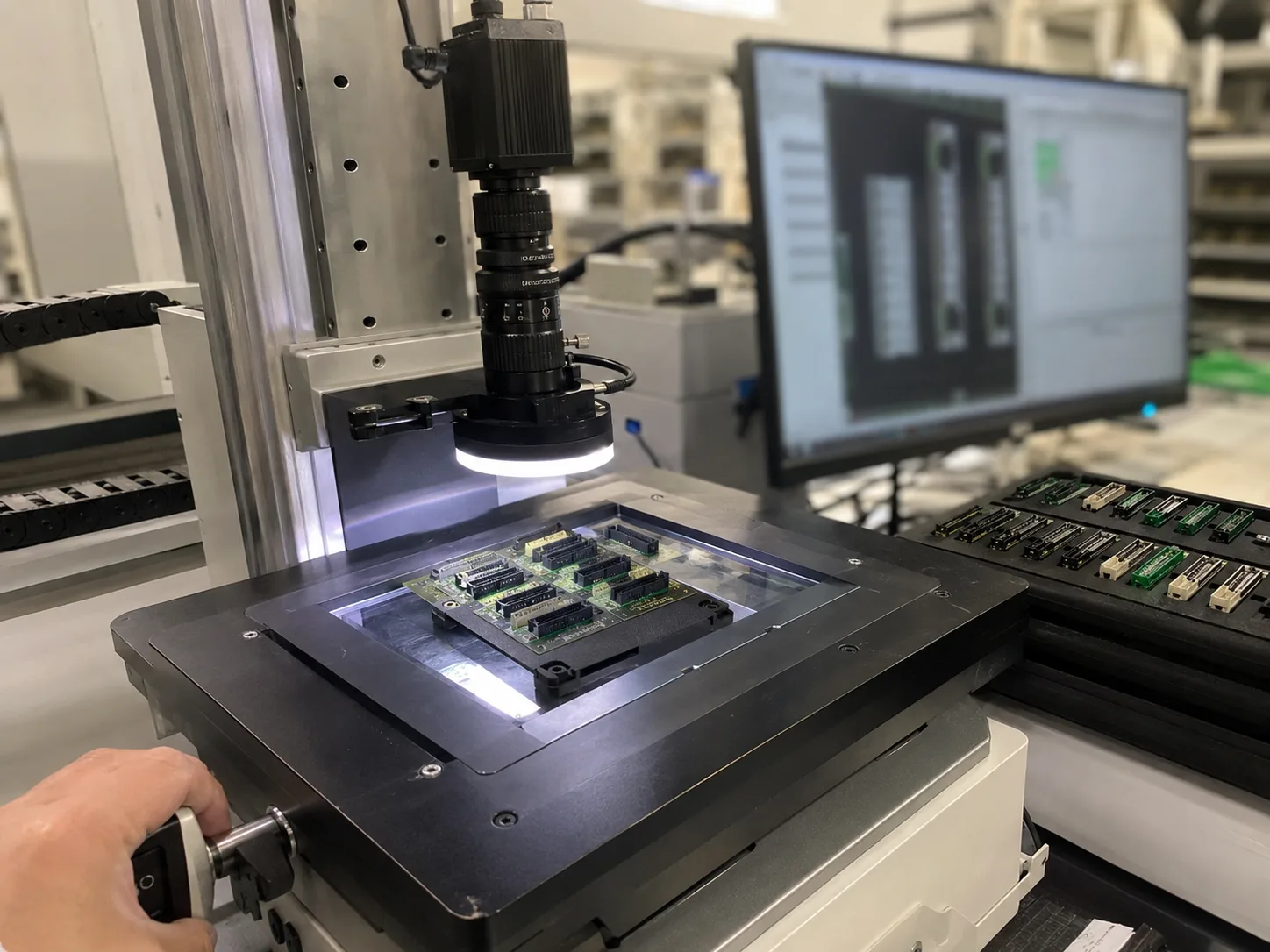
The factory route review starts by checking whether the image can be made stable with
lighting and fixture control. Then the camera, lens, reader or 3D sensor route is sized
against speed, resolution, interface and installation constraints.
If you already have a Keyence, Cognex, Basler, OPT, LMI, Hikrobot or barcode-reader
reference, include it as a reference model. Deyi Vision uses it to understand the
application class; final selection still depends on real samples and production limits.