Is automotive metal surface defect inspection a named customer case study?
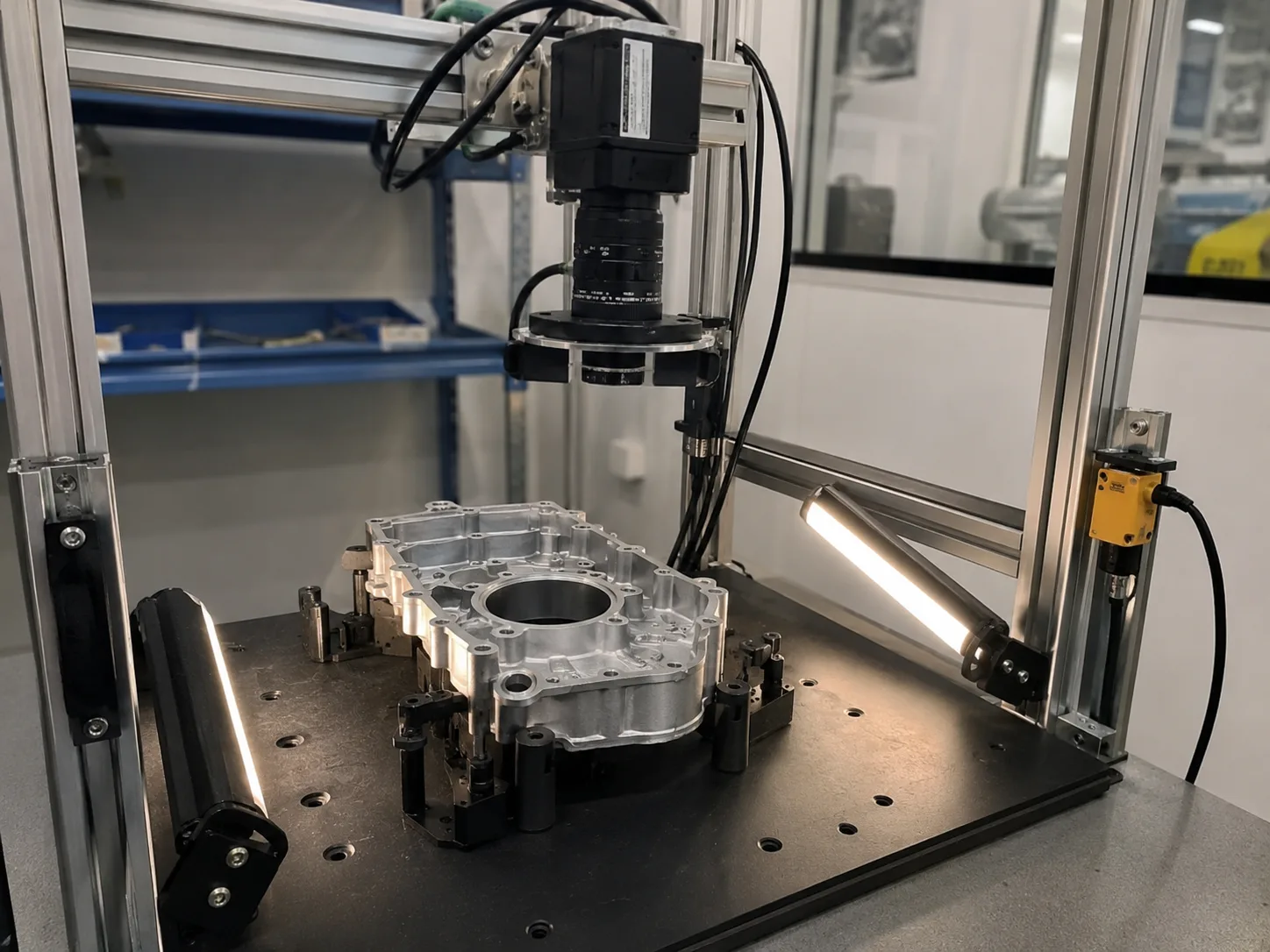
No. This page is an anonymized delivery evidence route for automotive reflective metal inspection. It explains project type, hardware stack, sample evidence and measurable checks without claiming a named customer deployment.
What should I send for a automotive metal surface defect inspection RFQ?
Send defect sample photo set, lighting-angle test note, line-speed constraint note, fixture mounting envelope. Include good and bad samples whenever possible so engineering can test the route before recommending hardware.
Which product families are usually involved?
Machine Vision Lighting, Industrial 2D Cameras, 3D Vision Cameras are the first product families to review, but the final route depends on sample images, speed, tolerance and installation space.
What information should I send before requesting a machine vision quote?
Send part photos or drawings, target defect or measurement goal, field of view, working distance, line speed, accuracy target, lighting limits and any current camera, lens, light, barcode reader or competitor model.
Do I need a 2D or 3D machine vision system?
Use 2D when contrast, edges, labels or position are enough to judge the part. Use 3D when height, profile, gap, volume, weld shape or surface geometry decides pass or fail.
How should I choose machine vision lighting?
Start from the defect and material surface instead of the camera model. Backlight helps edge measurement, coaxial and dome lighting help reflective surfaces, and bar or ring lighting often works for general presence and defect checks.