Height, profile, presence and traceability route
Best used when 2D contrast cannot prove weld geometry and a measurable height or profile route is required.
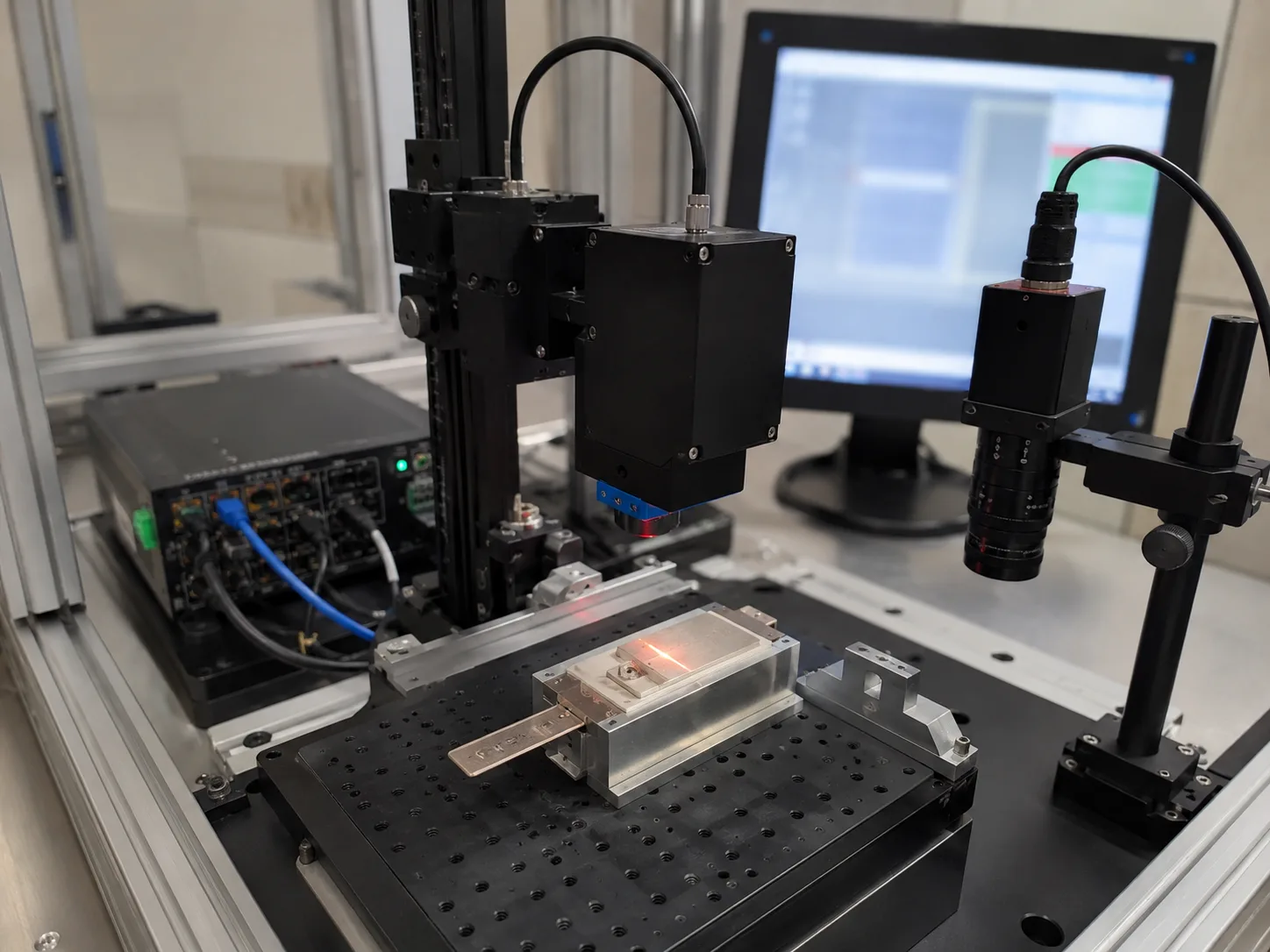
Battery tab and weld inspection 3-6 week profile test and station timing review
Anonymized delivery case
Application route for battery tab, weld and height checks where 2D contrast alone may not prove geometry. This route includes 3 measurable checks and 4 project evidence items.
Best used when 2D contrast cannot prove weld geometry and a measurable height or profile route is required.
Battery tab weld inspection needs geometry confidence, stable position reference and traceability under high station throughput.
Evaluate 3D vision or laser profiling for height and profile checks, with 2D cameras supporting alignment, presence and traceability tasks.
Height or profile repeatability target defined before quote
Case decision frame
Anonymous cases are useful when they show the problem, constraints, hardware stack and evidence needed for a repeatable RFQ. Use these four fields to compare your project.
Battery tab weld inspection needs geometry confidence, stable position reference and traceability under high station throughput.
Height or profile repeatability target defined before quote Reflective weld samples tested for missing profile data
3D vision or laser profiler + 2D alignment camera + Controlled lighting + Data handoff to line system
Weld sample photos or video, Height tolerance note, Cycle-time constraint
Inspection workflow
The right product family depends on measurable samples, line conditions and acceptance criteria. Use this workflow to move from application idea to testable project evidence.
Trust evidence
Many inspection projects expose product defects, line speed and factory process details. Deyi Vision therefore publishes anonymized delivery evidence routes and keeps customer names, drawings and plant photos protected unless the buyer approves disclosure.
Related product families
Ring, bar, coaxial, dome, backlight, dark-field and line-light routes matched to defect contrast, edge clarity and part surface behavior.
Product routeArea-scan, USB3, GigE, global-shutter, high-speed, high-resolution and special-spectrum industrial cameras for machine vision.
Product routeStructured-light 3D sensors and line-laser profile measurement routes for height, profile and surface geometry checks.
Related solution and selection pages
Build automated visual inspection systems for defect detection, presence checks, surface inspection, orientation, measurement and repeatable pass/fail output.
SolutionPlan a complete vision inspection system for defect checks, presence, measurement, barcode reading and pass/fail output.
SolutionUse calibrated lenses, lighting and cameras to stabilize measurement under production conditions.
ResourceA production-focused explanation of how cameras, lenses, lighting, fixtures and reject logic become a repeatable inspection station.
ResourceFollow the machine vision workflow from trigger and image capture to lighting, processing, decision output and RFQ evidence.
ResourceUnderstand area scan cameras for indexed parts, snapshots, robot guidance, defect inspection and measurement tasks.
Application RFQ
Send sample images, line speed, tolerance and the current failure mode. We will map the application to camera, lighting, lens, reader, 3D or smart camera routes.
Request engineering RFQApplication FAQ
No. This page is an anonymized delivery evidence route for battery tab and weld inspection. It explains project type, hardware stack, sample evidence and measurable checks without claiming a named customer deployment.
Send weld sample photos or video, height tolerance note, cycle-time constraint, output protocol note. Include good and bad samples whenever possible so engineering can test the route before recommending hardware.
3D Vision Cameras, Industrial 2D Cameras, Machine Vision Lighting are the first product families to review, but the final route depends on sample images, speed, tolerance and installation space.
Send part photos or drawings, target defect or measurement goal, field of view, working distance, line speed, accuracy target, lighting limits and any current camera, lens, light, barcode reader or competitor model.
Use 2D when contrast, edges, labels or position are enough to judge the part. Use 3D when height, profile, gap, volume, weld shape or surface geometry decides pass or fail.
Start from the defect and material surface instead of the camera model. Backlight helps edge measurement, coaxial and dome lighting help reflective surfaces, and bar or ring lighting often works for general presence and defect checks.